SPC(統計的工程管理)及びMSA(測定システム解析)とは?【管理図、ゲージR&R】
とMSA(測定システム解析)って何?【管理図、ゲージRR】2.jpg)
MSAは測定システム解析の事で、SPC(統計的工程管理)は製造段階から、完成品の品質に強い影響を与える各種データを測定/監視して不良品が出来る前に工程異常を発見/解決していきます。その測定データが正しい事を保証するのがMSAです。
(動画時間: 4:49)
「MSAとSPCについての動画をやってくれませんか?」
こんにちは、リーンシグマ、ブラックベルトのマイク根上です。業務改善コンサルをしています。
今回このリクエストを頂きました。

「MSAとSPCについての動画をやってくれませんか?」
MSAは「Measurement System Analysis」、SPCは「Statistical Process Control」の頭文字で、一般的に測定システム解析と統計的工程管理と訳されています。
どちらも製造業界での話ですが、僕の目標はこういった概念もサービス業や一般のビジネスマンにも使えるようにする事です。ですから数式は一切無しでご説明します。
SPC(統計的工程管理)とは?
SPCから話すとなぜMSAが必要なのかが分かってきます。SPCが使われる前の品質管理は全品管理と言って、商品が出来上がってから全品を不良が無いかを調べてました。不良が有ればそこで排除していましたので、非常に時間とコストが掛かっていたし、不良率も高かったです。
それに対して統計的工程管理、SPCは製造段階から、完成品の品質に強い影響を与える各種データ、つまりCTQ(Critical To Quality: 重要品質特性)のデータを測定/監視していき、不良品が出来る前に工程異常を発見/解決していきます。つまり、不良品が出ない状態を目指すのです。

それを実現するのに統計の力を使います。特にQC7つ道具の管理図が代表例です。下記が管理図の例です。
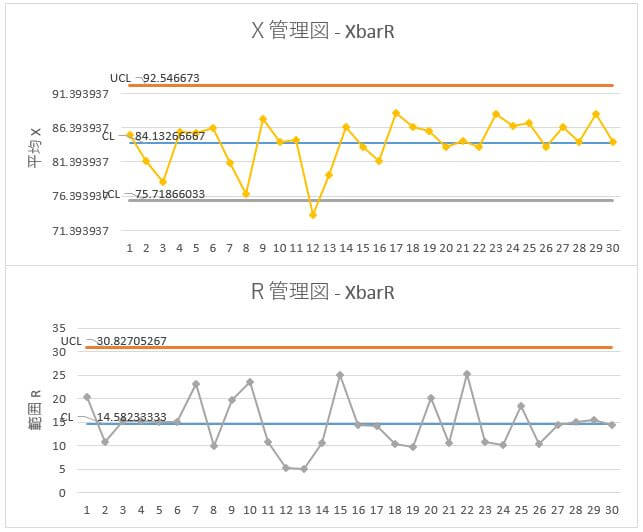
横軸が時間で、縦軸がCTQの測定値です。中心の横線が平均値で、その上下の二本の線以内が許容範囲になります。許容範囲を超えたら異常ですし、その範囲内でも統計的に異常が見つけられます。この管理図のエクセルテンプレートを作りましたので、次のリンクをクリックして使ってみて下さい。
⇒「Xbar-R管理図をエクセルテンプレートで簡単に作る。【エクセルテンプレート】」
素晴らしい仕組みですね。実際にこれで不良率も生産性も飛躍的に向上しました。前回の記事でご紹介したエドワーズ・デミングはまさに私達日本人にこのSPCを教えてくれたのです。
⇒「エドワーズ・デミング – 日本の品質経営の父【カイゼン偉人伝】」
MSA(測定システム解析)とは何で、なぜ必要か?
この素晴らしいSPCですが一つ重大な問題があります。製造段階でCTQを測定する時の誤差が出てしまう事です。英語で「Garbage in, garbage out」という言葉が有ります。「ゴミを入れたらゴミが出てくる」という意味ですが、間違った測定値を管理図に書いていたとしたらどうなりますか?
もちろん間違った判断をしてしまいますね。悪い事にこの測定誤差はいつも起こります。測定者による誤差、測定器による誤差、測定方法による誤差と色々有ります。同じ人が同じ器具で同じ方法で同じものを2回測って、違う測定値で測定される事が多々あります。
この問題を対処するためにMSA、測定システム解析が開発されました。MSAでよく使われるのがゲージR&Rというツールです。このテンプレートも作りました。
⇒「ゲージR&R分析のやり方、図解で分かる【エクセルテンプレート】」
MSAで今の測定システムからの測定データに、どれだけバラツキが含んでいるかを把握できて、それが許容範囲なのかどうかを知ることが出来ます。
このSPCとMSAのサービス業務改善への応用
以上がSPCとMSAの説明でしたが、これをどうやってサービス業務改善に応用しましょうか?まぁ、簡単ではないですね。しかし今までデータを使って業務改善をする文化が無かった所に数値データを集めて活用する努力をすると改善機会が沢山あります。
SPCの応用で、顧客に自社のサービスが提供される前に、ミスの兆候を管理する事は有効です。例えば、遅配を無くすために、予定通りの出荷を管理するなどです。
MSAの応用としては、「ゴミを入れたらゴミが出てくる」の概念は色んな所で注意点になります。データ分析をする時は常に肝に入れましょう。
今日はSPCとMSAについて話をしました。
「こちらの記事も読まれてます。」




-175x98.jpg)

-175x98.jpg)
-175x99.jpg)