工程能力指数の基本とCp、Cpkの違い、片側規格の計算式
工程能力の基本から、工程能力指数、Cp、Cpk、片側規格を初心者でも分かる言葉で図解しています。工程能力指数の計算式は「品質特性の規格幅を6シグマで割った値」ですが、品質特性、規格幅、6シグマの三つの要素に分解して考えます。
(動画時間:5:54)
工程能力指数の基本と、Cp、Cpk、片側規格の話です。
こんにちは、リーンシグマブラックベルトのマイク根上です。
業務改善コンサルをしています。
今回視聴者さんのポールからこういう質問を頂きました。

「片側規格の統計的手法について教えてくれないか?」
片側規格の前に工程能力指数の基本を知る。
片側規格の質問ですが、その前に
工程能力指数を説明する必要があります。
一般的には、製造業でCpやCpkが使われます。
サービス業の方もこのコンセプトだけでも今回学んで下さい。
例えば工場内の数ある製造ラインの優劣や、
違うラインの作業者間での優劣を
どのように比べましょうか?
その製造能力を工程能力と呼び、
それを数値化したのを工程能力指数と言います。
工程能力指数の計算方法は
「品質特性の規格幅を6シグマで割った値」となります。
ここで分からない言葉が三つありますね。
品質特性、規格幅、6シグマです。
品質特性とは、僕らはCTQと呼びますが、
各ラインの製造物の品質に一番影響を与える要因です。
例えば、ある長さ、重さ、抵抗値等です。
これについては以前の記事でやっています。
⇒「CTQとは?会社と個人のKPIの設定の仕方 【DMAIC:測定段階の説明】」
次の規格幅は、製造業では各品質特性に対して
ある範囲内に収まるように作ります。
その範囲を規格と呼んで設計する人が決めたり、
業界で決まっていたりします。
その最大値と最小値の差が規格幅です。
最後の6シグマの件ですが、
数値データ群のバラツキを標準偏差で表しますが、
その標準偏差を統計学でシグマと呼びます。
6スシグマはまさに標準偏差の6倍の数値を言います。
工程能力指数 Cp の計算方法
ここで工程能力指数は英語で
「Process Capability Index」で なぜかPCではなく、Cpと言います。
その数式を見てみましょう。

分子の規格幅は事前に決められているので一定ですね。
ですのでCpに影響を与えるのは分母の6シグマ、
つまり測定したデータ群の標準偏差だけです。
分母ですからその標準偏差が大きくなるほど、
つまりバラツキが多いほどCpの値は小さくなるし、
バラツキが少ないほどCpの値は大きくなるのです。
結局は工程能力指数が大きいほど
その工場ラインは優秀だということです。
こう考えると簡単ですね。
しかし、このCpを使う時に一つの条件があります。
その工程が「完全に管理された工程」であることです。
「完全に管理された工程」とは、
下図のように管理図で見た時に
全ての打点が管理限界線内に保たれていて、
さらにその打点の平均が規格範囲の中心値である状態です。
統計的には正規分布に従うと言います。

工程能力指数 Cpk の計算方法
実務では打点の平均値と規格範囲の中心値が
ズレることがほとんどなので、Cpは使えません。
そのずれを補正したのがCpkなのです。
こっちをいつも使って下さい。
考え方は一緒ですが、計算式がちょっと違います。
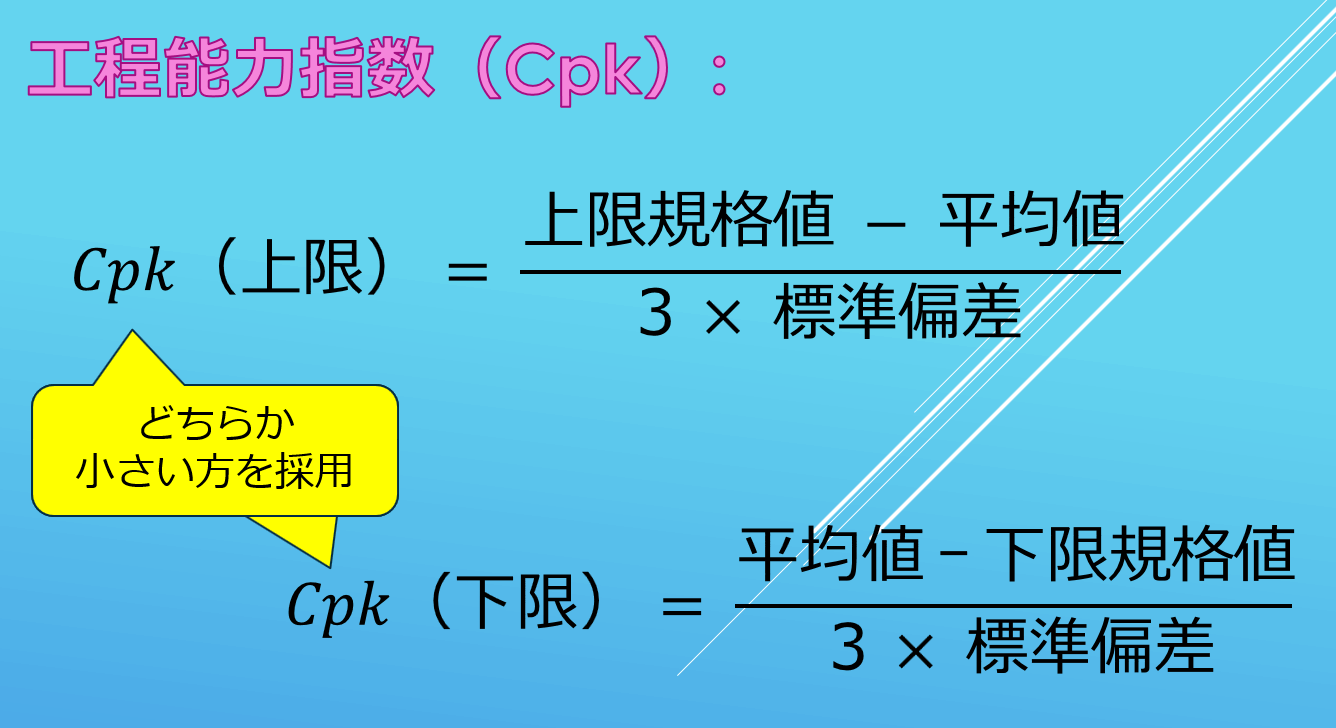
最初に次の二つの計算をします。
上限規格値とデータの平均値の差を
標準偏差の3倍で割った数値と、
データの平均値と下限規格値の差を
標準偏差の3倍で割った数値です。
そしてそれらの数値の小さい方をCpkとなります。
工程能力指数の片側規格の説明と計算方法
次にポールの質問の片側規格を見てみましょう。
「例えば、商品の上限許容値が1.32で
下限許容値が0の工程能力を
どうやって計算すればいいんだい?」
この状態を片側規格と言います。
彼の例で言えば1.32以下になればどんな小さくても良い、
つまり、上限だけあって下限が無いという意味です。
この時も実はさっきのCpkの式をそのまま使えます。
上限規格値を1.32と下限規格値を0としてやるのです。
実際にやってみましょう。
ここに測定データとして48個用意しました。
その平均値が1.301で標準偏差が0.006です。
このエクセル関数で簡単に求められます。

先ほどのCpkの式にそれらを入れると
上限規格値でのCpkが1.056で、
下限規格値でのCpkが72.278となりました。
小さい方を採用するのでこの例の工程能力は
1.056であることが分かりました。
一般的に工程能力指数は
1.33あれば良いと言われていますが、
最初に会社でその基準を設定して下さい。
「こちらの記事も読まれてます」



-175x98.jpg)

-175x98.jpg)
-175x99.jpg)